VALORACIÓN DEL RITMO DE TRABAJO


Es una técnica para determinar con la mayor exactitud posible, partiendo de un numero de observaciones, el tiempo para llevar a cabo una tarea determinada con arreglo a una norma de rendimiento preestablecido.
Este estudio en efecto tiene por objeto en las empresas determinar tiempos tipo para fijar el volumen de trabajo por cada puesto y establecer sistemas de primas. Los procedimientos empleados repercuten, pues en los ingresos de trabajadores, y no solo en la productividad y en los beneficios de la empresa. El estudio del tiempo no es una ciencia exacta, aunque se han hecho y se continúan haciendo investigaciones para darle base científica, si embargo la valoración del ritmo del operario y los suplementos de tiempo que es deben prever para recuperarse de fatiga y para otros fines siguen siendo en gran parte cuestión de criterio y por lo tanto objeto de negociación entre la empresa y los trabajadores.
Se han ideado varios métodos para evaluar el ritmo de trabajo del operario y cada uno tiene sus ventajas e inconvenientes.
EJECUCIÓN DEL ESTUDIO DE TIEMPOS:
Obtener y registrar toda la información concerniente a la operación.
Es importante que el analista registre toda la información pertinente obtenida mediante observación directa, en previsión de que sea menester consultar posteriormente el estudio de tiempos.
La información se puede agrupar como sigue:
- Información que permita identificar el estudio de cuando se necesite.
- Información que permita identificar el proceso, el método, la instalación o la máquina
- Información que permita identificar al operario
- Información que permita describir la duración del estudio
ACTITUD FRENTE AL TRABAJADOR:
- El estudio debe hacerse a la vista y conocimiento de todos
- El analista debe observar todas las políticas de la empresa y cuidar de no criticarlas con el trabajador
- No debe discutirse con el trabajador ni criticar su trabajo sino pedir su colaboración.
- Es recomendable comunicar al sindicato la realización de estudios de tiempos.
- El operario espera ser tratado como un ser humano y en general responderá favorablemente si se le trata abierta y francamente.
PARA REALIZAR UN ESTUDIO DE TIEMPO SE DEBE:
1. Descomponer el trabajo en elemento.
2. Desarrollar un método para cada elemento.
3. Seleccionar y capacitar al trabajador.
4. Muestrear el trabajo.
5. Establecer el estándar.
EL TRABAJADOR CALIFICADO:
Es aquel de quien se reconoce que tiene las aptitudes físicas necesarias, que posee la requerida inteligencia e instrucción y que ha adquirido la destreza y conocimientos necesarios para efectuar el trabajo en curso según normas satisfactorias de seguridad, cantidad y calidad.
Los estudios de tiempo se deberían hacer en lo posible, con varios trabajadores calificados, y que es preferible evitar a los muy rápidos o muy lentos, por lo menos mientras se efectúan los primeros estudios de una operación.
Adquirir destreza no es cosa sencilla. Se ha observado que el obrero experimentado le lleva al inexperto las siguientes ventajas:
- Da a sus movientos soltura y regularidad;
- Adquiere ritmo;
- Reacciona más pronto a las señales;
- Prevé las dificultades y esta mas preparado para superarlas;
- Ejecuta su tarea sin forzar la atención y por tanto relaja mas los nervios.
El ideal seria poder estudiar cualquier trabajo con la seguridad de que todas las personas que lo hacen estén debidamente calificadas, pero en la práctica es mucho esperar. Tal vez no se pueda decir siquiera que una sola de ellas es absolutamente competente para hacerlo, aunque con el tiempo se pueda remediar la situación gracias a la formación. O bien pueden haber trabajadores que dominen su oficio, pero sean tan pocos que no se les puede considerar como promedios o como representativos de su grupo. El trabajador representativo es aquel que tiene una destreza y desempeño que corresponden al promedio del grupo estudiado: no es necesariamente un trabajador calificado.
Claro esta que si el grupo esta formado total o casi totalmente por trabajadores calificados, habrá uno o varios que, además de ser calificados, se puedan considerar como representativos.
El concepto de tiempo tipo corresponde al tiempo que debería tardar normalmente en hacer una tarea la tarea u operación un trabajador calificado medio que proceda como acostumbra hacerlo, pero con suficiente motivación para querer cumplir su cometido.
En síntesis el especialista en estudio del trabajo debería empezar por buscar al trabajador calificado medio.
EL TRABAJADOR PROMEDIO:
El trabajador promedio no es más que una abstracción y no existe en realidad. Se sabe que son nociones necesarias para la estadística y que no hay en el mundo dos seres humanos que sean exactamente idénticos.
RITMO TIPO Y DESEMPEÑO TIPO:
La medición del trabajo se utiliza principalmente para fijar tiempos tipo a las diversas tareas de la empresa, con propósitos diversos tales como planificación, calculo de costos o sistema de primas. Es evidente que estos tiempos tipo, para tener alguna utilidad deben estar al alcance de la mayoría de los trabajadores de la empresa, de nada serviría fijarlos a nivel que solo los mejores obreros puedan alcanzar, puesto que nunca se cumplirían los programas o cálculos basados en ellos, ni tampoco niveles cómodos hasta para los mas lentos, puesto que bajaría el rendimiento de la empresa.
Si fuera posible observar los tiempos de 500 obreros calificados dedicados a la misma operación y luego representarlos en un grafico donde se obtendrá un tiempo medio fidedigno, pero casi nunca es factible. No siempre se puede cronometrar una tarea de u trabajador calificado promedio, y aunque se pudiera le ocurriría como a todos los hombres, que no trabajan igual día tras día y ni siquiera minuto tras minuto. El analista tiene que disponer de algún medio para evaluar el ritmo de trabajo del operario que observa y situarlo con relación al ritmo normal. Ese proceso se denomina valoración del ritmo.
Valorar el ritmo es comparar el ritmo real del trabajador con cierta idea del ritmo tipo que no se ha formado mentalmente al ver como trabajan naturalmente los trabajadores calificados cuando utilizan el método que corresponde y se les ha dado motivos para querer aplicarse.
El desempeño tipo es el rendimiento que obtiene naturalmente y sin forzarse los trabajadores calificados, como promedio de la jornada o turno siempre que se conozcan y respeten el método especificado y que se les haya dado motivo para querer aplicarse.
OBJETO DE LA VALORACIÓN:
La valoración tiene por fin determinar, a partir del tiempo que invierte realmente el operario observado, cual es el tiempo tipo que el trabajador calificado medio puede mantener y que sirva de base realista para la planificación, el control y los sistemas de primas. Por consiguiente, lo que debe determinar el analista es la velocidad con que el operario ejecuta el trabajo en relación con su propia idea de velocidad normal.
FACTORES QUE INFLUYEN EL RITMO DE TRABAJO:
Las variaciones del tiempo o efectivo que lleva un elemento dado pueden deberse a factores que dependan del operario o que sean ajenos a su voluntad. Entre estos últimos figuran:
- Las variaciones de la calidad u otras características del material utilizado, aunque sea dentro de los limites de tolerancia previstos;
- La mayor o menor eficacia de las herramientas o del equipo dentro de su vida normal;
- Los pequeños cambios inevitables en los métodos o condiciones de ejecución;
- Las variaciones de la concentración mental necesaria para ejecutar ciertos elementos;
- Los cambios de clima y otros factores del medio ambiente, como luz, temperatura, etc.
Estas variaciones pueden neutralizarse haciendo suficientes estudios como para obtener una muestra de tiempo representativa.
Los factores que dependen del operario pueden ser:
- Las variaciones aceptables de la calidad del producto;
- Las variaciones debidas a su pericia;
- Las variaciones debidas a su estado de ánimo particularmente respecto de su empresa.
Los factores que dependen del operario pueden influir sobre los tiempos de elementos de trabajo análogos al modificar:
- El esquema de sus movimientos;
- Su ritmo de trabajo;
- Uno y otro, en proporciones variables.
Por tanto, el analista deberá tener una idea clara del esquema de movimientos que seguirá un trabajador calificado y de las maneras en que se pueda cambiar para adaptarlo a las situaciones que se presenten al trabajador. Cuando hayan gestos muy repetidos que deban hacerse durante periodos largos, la tarea deberá estudiarse en detalle, utilizando técnicas minuciosas de estudio de métodos, y habrá que enseñar a fondo a los obreros cuales son los esquemas de movimientos mejores para cada elemento.
El ritmo óptimo para cada operario depende:
- Del esfuerzo físico que exija el trabajo;
- Del cuidado con que deba hacerlo;
- De su formación y experiencia.
Un esfuerzo físico mayor hará más lento el ritmo de trabajo. También fluirá la facilidad con que se realice el esfuerzo.
Hay que tener cuidado de atribuir valores demasiado altos cuando:
- El trabajador esta preocupado o parece apurado;
- El trabajador pone a todas sus luces exagerado esmero;
- La tarea da la impresión de ser difícil;
- El propio analista esta trabajando muy a prisa, como cuando registra los tiempos de elementos muy breves.
A la inversa se corre el peligro de pecar por defecto cuando:
- El trabajador hace pensar que la tarea es difícil;
- El trabajador tiene movimientos armoniosos y rítmico;
- El trabajador no se detiene para pensar cuando el analista lo preveía;
- El trabajador realiza trabajo manual pesado;
- El propio analista esta cansado.
Todos los factores deben tenerse en cuenta. Pero la valoración se simplifica muchísimo si antes se ha efectuado un buen estudio de métodos que haya permitido reducir al mínimo las actividades que exigen capacidades y esfuerzos especiales.
CURVA DE APRENDIZAJE

Es el fenómeno en el cual, a medida que aumenta el número de ciclos de una operación, el tiempo o el costo por ciclo disminuye para un gran número de ciclos. La teoría de esta curva propone que para cuando se duplica la cantidad total de unidades producidas, el tiempo por unida disminuye en un porcentaje constante.
Utilizando fórmulas el porcentaje de aprendizaje esta dado por:

DONDE:
TPU: tiempo promedio unitario.
h: tiempo de elaboración de la primera unidad
N: número de pieza
C: pendiente.
Por lo general las ecuaciones de la curva de aprendizaje son de manera:

Y = tiempo por ciclo.
K = tiempo del primer ciclo
X = número de ciclos
A = una constante para cualquier situación dada. El valor determina el régimen de
aprendizaje.
CARACTERÍSTICAS DE UN BUEN SISTEMA DE CALIFICACIÓN
- La primera y la mas importate de las características es su exactitud. No se puede esperar consistencia en el modo de calificar, ya que las técnicas para hacerlo se basan en el juicio personal del analista de tiempos.
- El plan de calificación que de resultados mas consistentes sera tambien el mas util, si el resto de los factores son semejantes. Nada destruira tanto la confianza de los operarios hacia el procedimiento del estudio de tiempos, como la incongruencia en el modo de calificar.
- Un procedimiento para calificar al operario que produzca resultados incongruentes, cuando lo empleen diferentes analistas de tiempos, es seguro que terminen en fracaso. Resultaria mejor que buscaran otra forma de ganarse la vida los analistas de tiempos, que, aun después de un completo entranamiento, tubieran dificultades en desiganas calificación de moso congruente.
- Un sistema de calificación que sea simple, consiso, de facil explicación y basado en puntos de referencias bien establecidos, dadra mejores resultados que técnicas complicadas que requiran factores de ajuste y calculos matemáticos que confundan al trabajador de taller de tipo medio.
- En vista de las limitaciondes de exactitud, cada empresa tendra, en el transcurso del tiempo, un cierto numero de estandares que seran considerado como “estrechos” u “holgados” por el personal de producción. Las tasas holgadas se debe al mejoramiento de metodos implantado en un cierto tiempo, sin volver a estudiar el trabajo desde el punto de vista del estudio de tiempos.
COMO CALIFICAR EL TRABAJADOR?
- Comparar la ejecución observada con un estándar teórico ( modelo de análisis mental).
- Métodos:
Calificación por Velocidad.
Sistema Westinghouse.
Sintético.
Fisiológico.
CALIFICACIÓN POR VELOCIDAD

Metodo de evaluación de la actuación en el que solo se considera la rapidez de realización del trabajo. El observador mide la efectividad del operario en comparación con el concepto de un operario normal que lleva a cabo el mismo trabajo y luego asigna un porcentaje para indicar la relacion o razon de la actuación observada a la actuación normal. Con el procedimiento de calificación por velocidad, el analista realiza un primer lugar una estimación acerca de la actuación, a fin de averiguar si esta por encima o debajo de su concepto normal. Formula un segundo juicio tratando de ubicar la actuación en el sitio preciso de la escala.
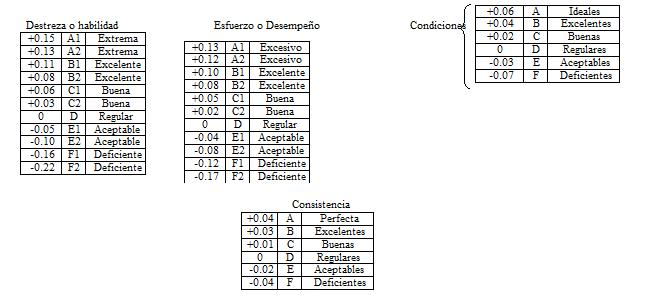
CALIFICACIÓN POR NIVELACIÓN (SISTEMA WESTINGHOUSE)
En este método se considera cuatro factores al evaluar la actuación del operario, que son habilidad, esfuerzo o empeño, condiciones y consistencia
La habilidad se define como "pericia en seguir un método dado" y se puede explicar más relacionándola con la calidad artesanal revelada por la propia coordinación de la mente y las manos. Cabe resaltar que en sentido estricto, la habilidad se concibe como la eficiencia en seguir un método dado, existiendo seis grados o clases de habilidad asignables a operarios y que representan una evaluación de pericia aceptable.
El esfuerzo se define como una demostración de la voluntad para trabajar con eficiencia. El empeño representativo de la rapidez con la que se aplica la habilidad, y que puede ser controlado en alto grado por el operario. Tiene seis clases representativas.
Las condiciones a que se han hecho referencia en este procedimiento de actuación son aquellas que afectan al operario y no a la operación. En más de la mayoría de los casos, las condiciones serán calificadas como normales o promedio cuando las condiciones se evalúan en comparación con la norma en que se hallan generalmente en la estación de trabajo. Los elementos que afectarían las condiciones de trabajo son: temperatura, ventilación, luz y ruido.
Las consistencias del operario debe evaluarse mientras se realiza el estudio. Los valores elementales de tiempo que se repiten constantemente indican, desde luego, consistencia perfecta. Tal actuación ocurre muy raras veces por la tendencia a la dispersión debida a muchas variables, como dureza del material, afilado de la herramienta de corte , lubricante, mostradas en las tablas.
CALIFICACIÓN SISTEMÁTICA
Determina un factor de actuación para elementos de esfuerzos representativos del ciclo del trabajo por la comparación de elementos reales elementales observados con los desarrollados por medio de los movimientos fundamentales.
Este factor se aplica por lo menos a dos elementos, para obtener el promedio de los factores, el cual constituirá, el factor que se aplicará a todos los elementos a excepto de los elementos controlados por máquinas.

P = Factor de actuación o nivelación
Ft = Tiempo de Movimiento Fundamental
O = Tiempo elemental por observación directa



